Quality Management


Quality Management
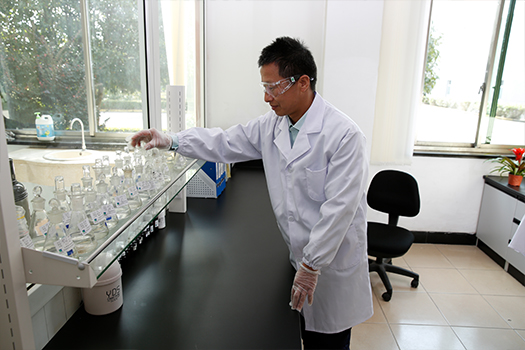
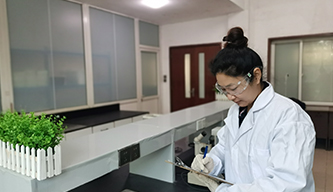
Quality is the life of an enterprise.The company achieves full staff quality management, strictly implements the spice industry standards of the People's Republic of China and International FCC standards, and always puts product quality in the first place. When the raw materials are put into storage, the quality inspection personnel carry out careful testing and strict control on each physical and chemical property; when the products leave the factory, the quality control personnel adhere to the re-inspection system, pay attention to quality, who is meticulous, and never allow unqualified products to enter the market to ensure that the quality of PU-JIE products is stable and users are satisfied.
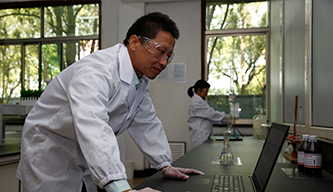
Technological innovation is the core competitiveness of enterprises.The company attaches great importance to scientific and technological investment, increases the intensity of product research and development, applies for a number of invention patents to the state every year, constantly enhances the ability of independent innovation and the transformation of scientific and technological achievements, and strives to develop core technologies and high-end products with independent intellectual property rights. Continuously,it improves the technological process and optimizes the operation process in production, so as to reduce resource consumption and energy consumption.


Establish a production safety mechanism within the enterprise, and implement the post responsibility system, always put fire safety, food safety and environmental protection in the first place.In strict accordance with the requirements of superiors, actively take effective rectification measures to ensure all kinds of safety and prevention. From feeding to production, the production personnel operate each production process according to the process flow specification and strictly control the quality; warehousing personnel carefully do a good job of classified stacking, clear identification and storage safety to ensure that each product leaves the factory safely.










No.559 Xinlin Rd,Xinshen Economic Area,Fengxian District, Shanghai of China 201416
+86-21-5749 3558
+86-21-5749 3658
info@pujie.com
9 Floor,Tower B,Victoria Plaza,No.1068 Xikang Rd, Shanghai of China 200060
+86-21-6204 9400
+86-21-3227 1126
www.pujie.com
